э-э-э-э-э .... как бе как бе сказать помягче ... 160 рублей за фрезу - это вообще ни о чем, я бы их выбрасывал не глядя, но мои к сожалению в нормальном качестве минимум 800 рэ, а на гравмане те же до 1600 доходят, а вы за 160 рублей говорите. Имхо до 350 рублей, ладно, до 300 рублей за фрезу - не стоит оно того чтобы точить.
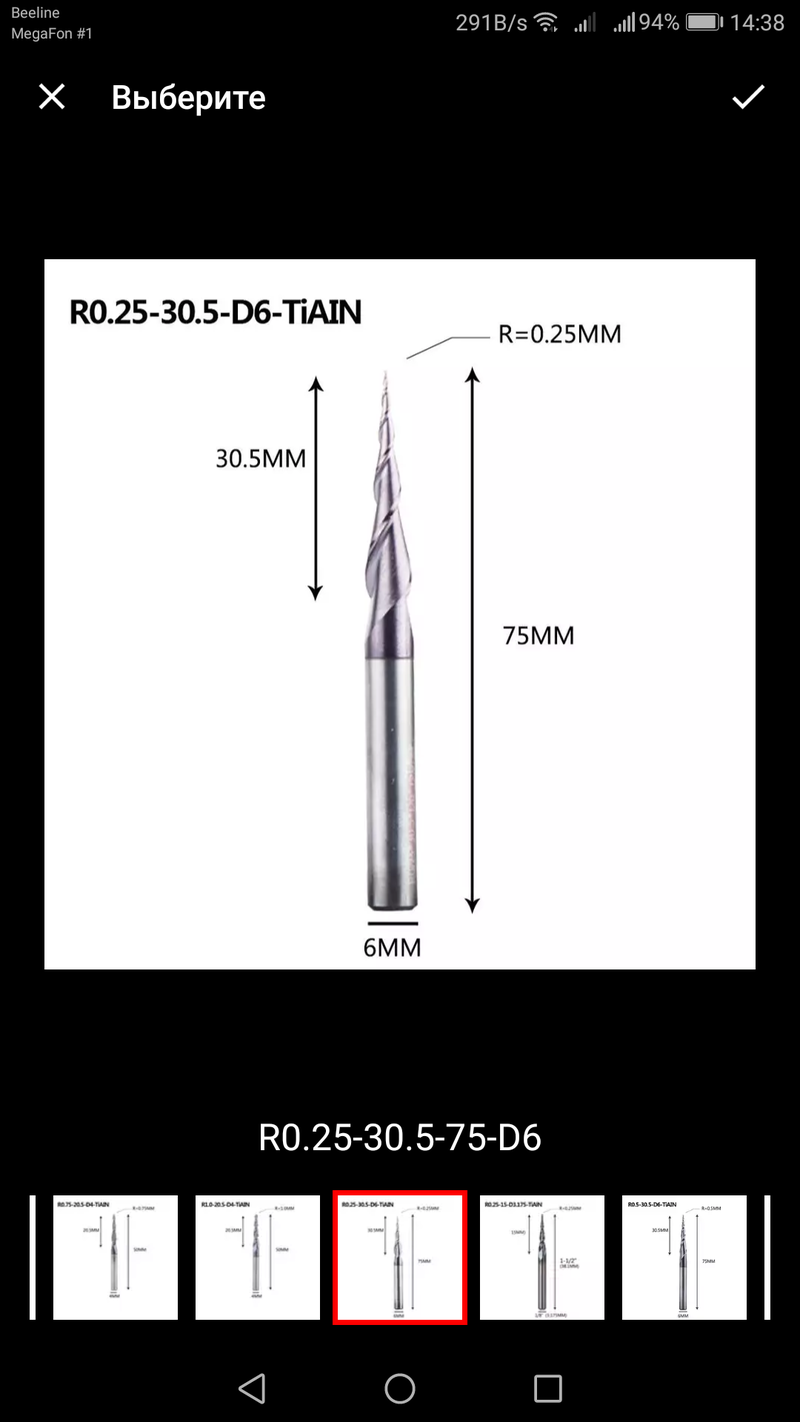
На днях угробил три фрезы 0,25мм на одной заготовке, вот теперь пытаюсь понять почему. Монстры с опытом есть у нас? Вводные: обработка 3Д рельефа, глубина 31мм. Предварительно сделана черновая обкатка рельефа с запасом 5мм. Конусная фреза 0,25*30,5*70*6мм. Материал - высушенный дуб, влажность 7,5. Обороты шпинделя 15000, подача 1500мм/мин, скорость врезания 1200мм/мин, ускорение 200. Ломал кончик фрезы, ломал не вначале реза, а на маршруте что называется. Я постепенно на самом деле повышал скорости на каждой следующей заготовке. Есть подозрение что скорость врезания 1200 при 3Д проходе подвела, т.е. "не успевал" станок поднять фрезу из рельефа. Предыдущая заготовка до этой обрабатывалась на тех же скоростях, кроме врезания, была 700мм/мин. Обороты шпинделя менял, по характеру реза не похоже что это что-то дает. Хочется понять, для фрезы 0,25*30,5*70*6 это похоже предел? Смириться с предстоящей обработкой на 36 часов?
P.S. Печаль-боль, заказал граверы, работать нечем, сижу жду, пичаль пичалю ))
Отредактировано Neo (Вчера 21:27:01)
Не знаю как кому, режу дуб фрезами с али за 160 руб. и ни чего два года уже служат и ни чего им. Китай . китаю рознь. На таких скоростях и за 1000 р. сломаите. Максимум 600-800 на чистовой.


 ) я делал черновую. Вернее так - давно-давно я сначала делал сначала черновую, потом перестал делать , потом опять вернулся к черновой. Сейчас - если маленькое изделие - делаю сразу чистовой. Если среднее (от 190 по Х ), то делаю черновую или 6мм или 3.175 (в зависимости от мелкоты основного рисунка и того, что мне в этот момент взбредет
) я делал черновую. Вернее так - давно-давно я сначала делал сначала черновую, потом перестал делать , потом опять вернулся к черновой. Сейчас - если маленькое изделие - делаю сразу чистовой. Если среднее (от 190 по Х ), то делаю черновую или 6мм или 3.175 (в зависимости от мелкоты основного рисунка и того, что мне в этот момент взбредет